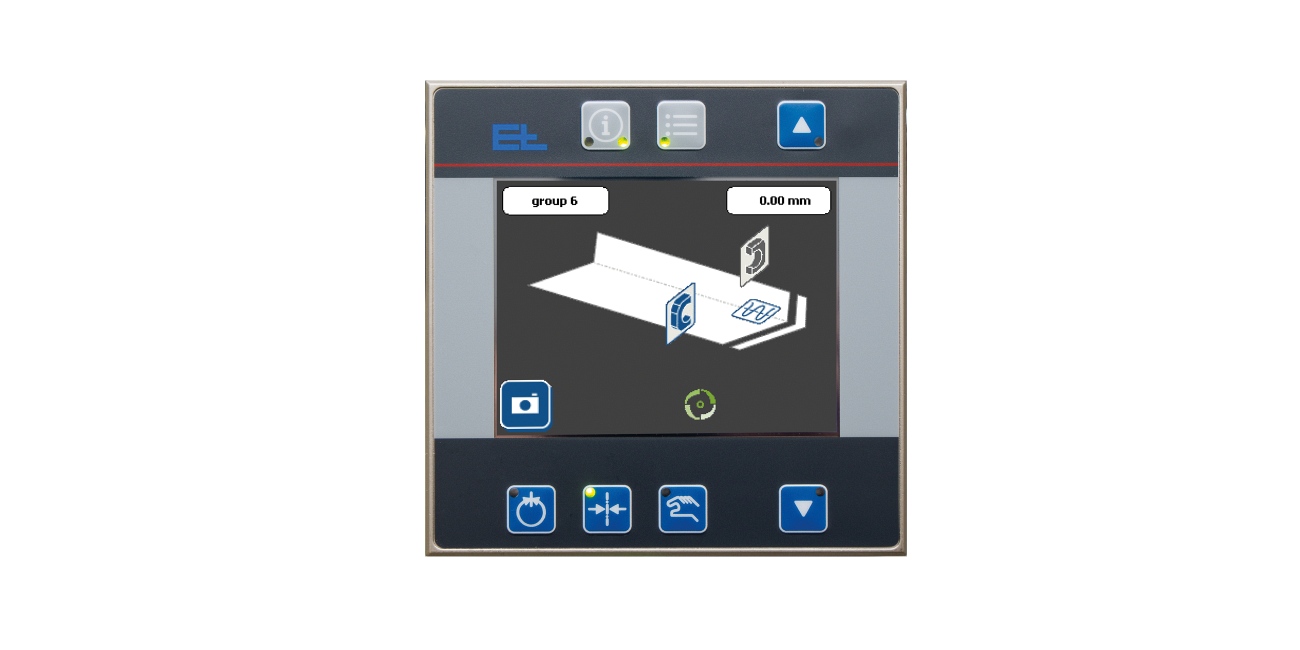

- คู่มือแนะนำ
- แผนผังฟังก์ชัน
ฟังก์ชัน
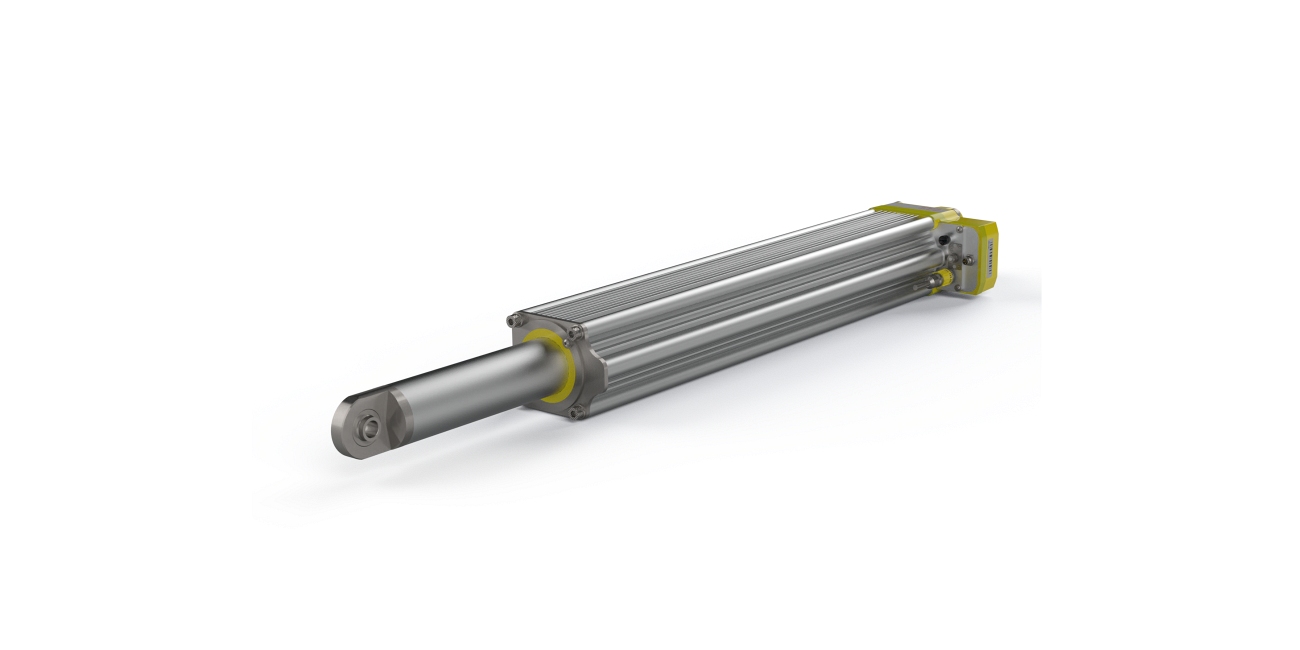
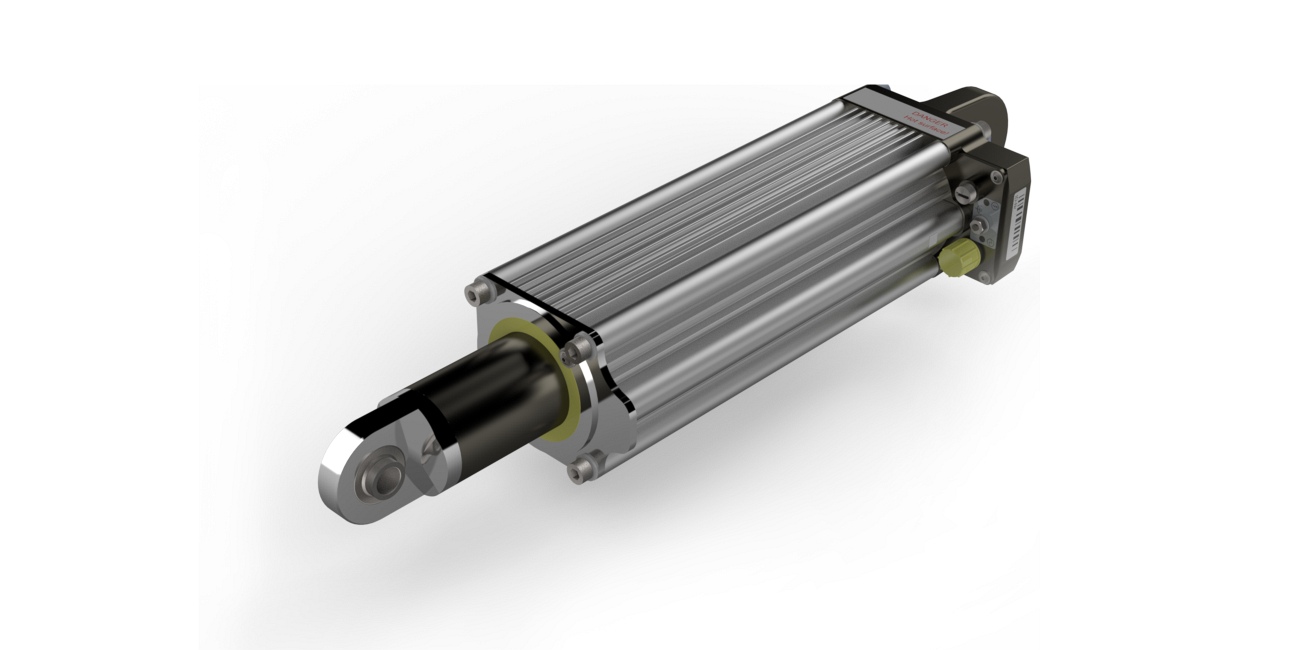
ในกระบวนการผลิตที่รางที่เคลื่อนที่มักจะมีสถานีคลายที่ทางเข้าของเครื่องและสถานีม้วนที่ทางออก ในการคลายของสถานีม้วนด้วยวิธีการขับเชิงเส้นเพื่อให้รางถูกนำไปยังกระบวนการในตำแหน่งที่ต้องการ และในทางตรงกันข้ามในการม้วน สถานีม้วนจะถูกป้อนโดยใช้การขับเชิงเส้นที่มีการเปลี่ยนแปลงตำแหน่งของรางตลอดเวลาเพื่อรักษาการสร้างม้วนให้มีขอบที่ตรง
พื้นที่การใช้งาน
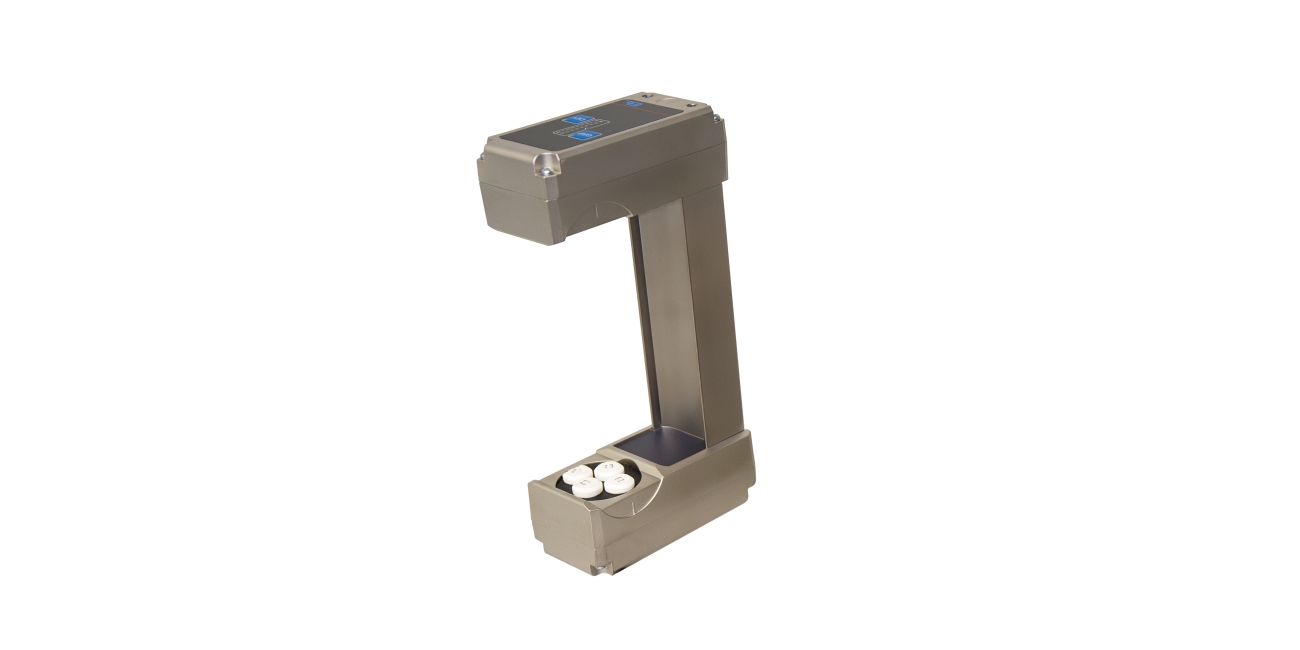
ระบบ ELWINDER สำหรับการควบคุมรางด้วยสถานีม้วนจะถูกใช้งานเสมอเมื่อไม่มีการติดตั้งกรอบหมุนหรือลูกกลิ้งเลื่อนส่ายเนื่องจากพื้นที่ที่คับแคบ
การประยุกต์ใช้งาน
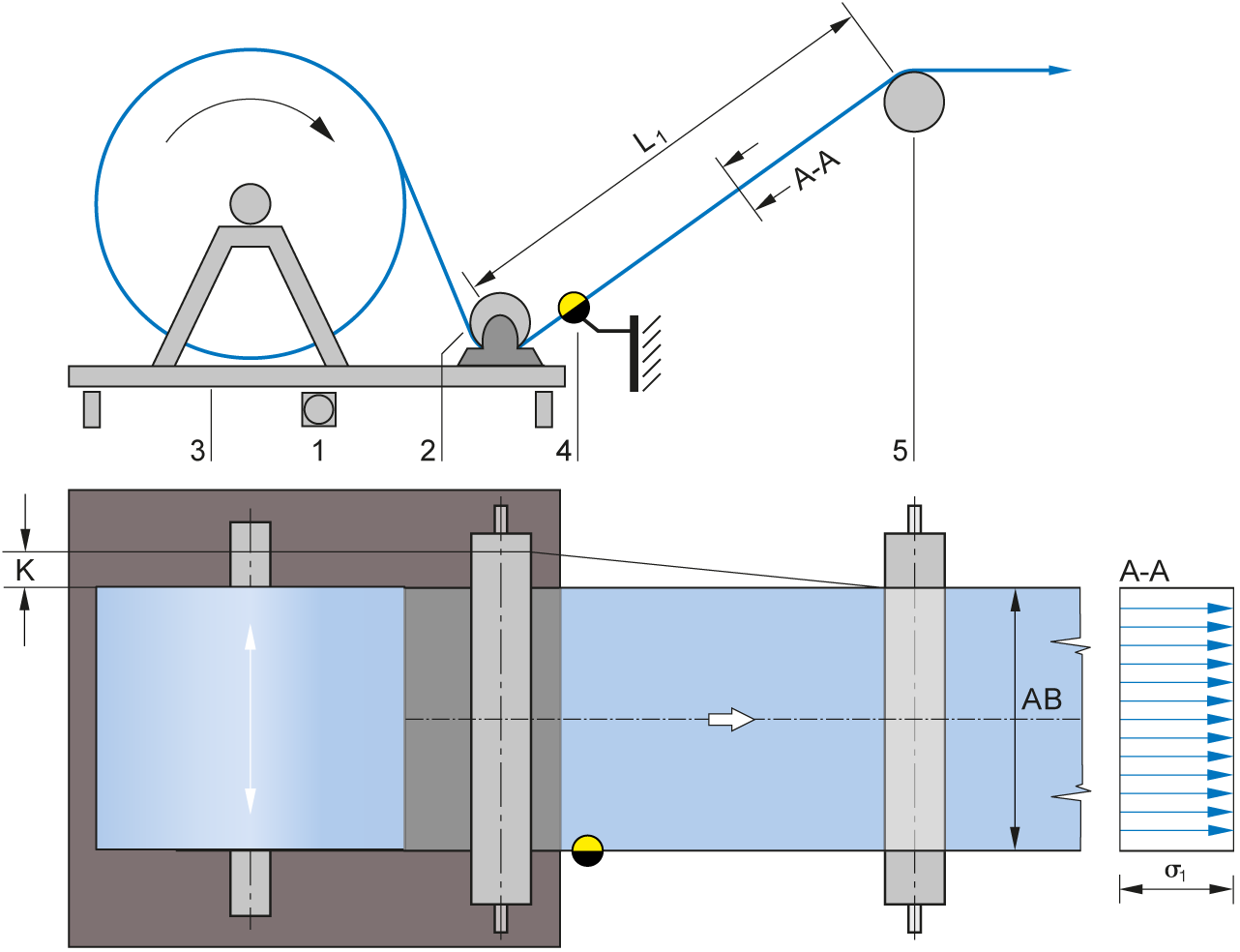
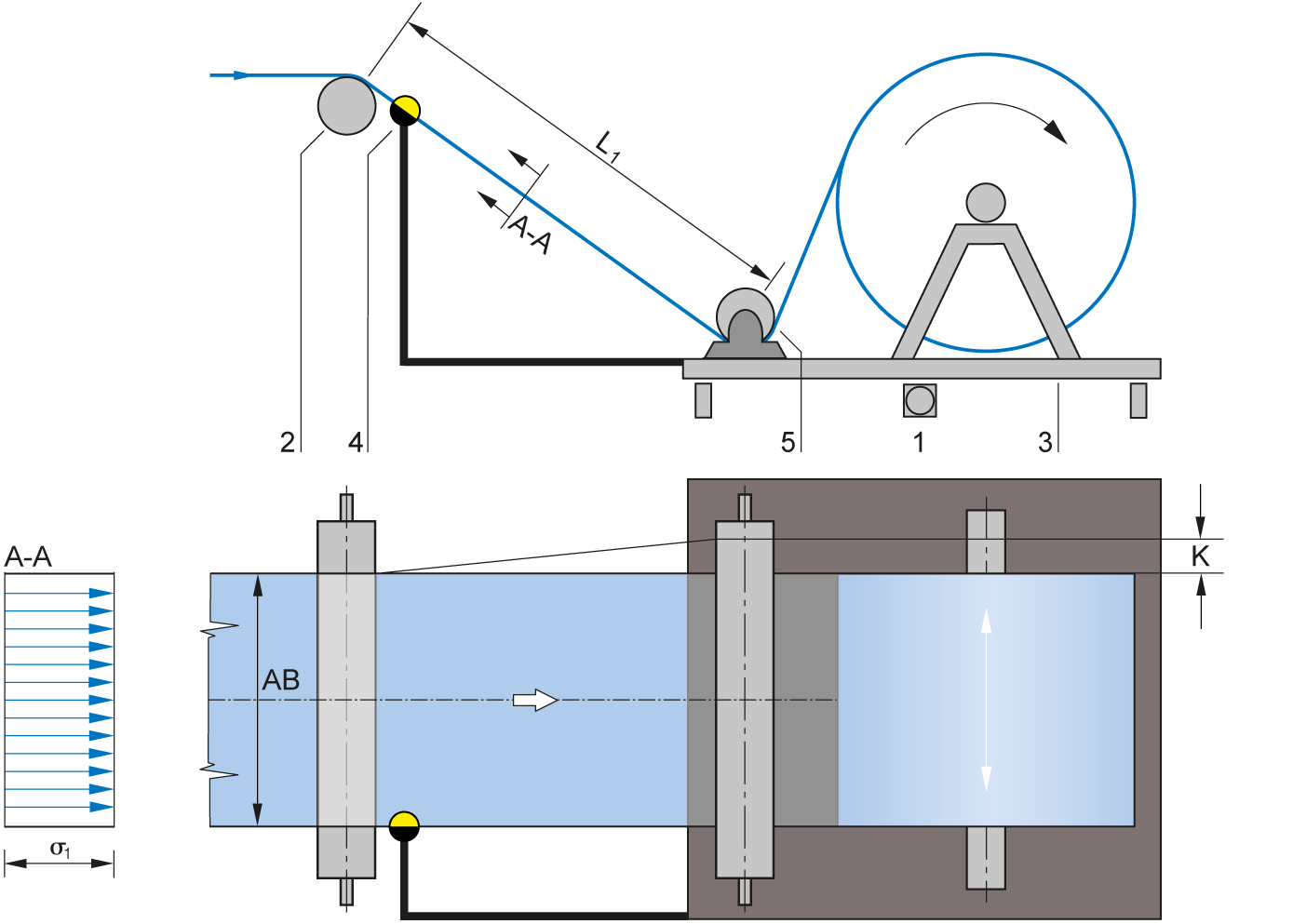
ในการควบคุมการเคลื่อนที่ของรางด้วยระบบ ELWINDER ในการคลายจะยึดเซนเซอร์ไว้เครื่องเพื่อกำหนดตำแหน่งที่ต้องการของราง การตรวจจับตำแหน่งควรอยู่ใกล้กับลูกกลิ้งนำตัวสุดท้ายของสถานีม้วนมากที่สุด ในการม้วนเซนเซอร์จะถูกยึดไว้ที่สถานีม้วน เพื่อกำหนดตำแหน่งที่ต้องการของสถานีม้วนให้กับตัวควบคุม การตรวจจับตำแหน่งควรใกล้กับลูกกลิ้งนำสุดท้ายของเครื่องให้มากที่สุด ระยะทางในการควบคุม L1 ขึ้นอยู่กับความยืดหยุ่นของราง ยิ่งบริเวณที่ยืดหยุ่นใหญ่มากเท่าไหร่ในทิศทางตามแนวขวาง ระยะทาง L1 ยิ่งสามารถสั้นลงได้เท่านั้น จากประสบการณ์ระยะทางในการควบคุมควรเท่ากับครึ่งหนึ่งของความกว้างของราง
คำบรรยาย
A = การกระจายแรงของรางในกรอบการดึงที่ควบคุม | K = การแก้ไขเว็บรัน | σ1 = ความตึงของรางพื้นฐาน | AB = ความกว้างการทำงาน | 1 = ไดรฟ์เชิงเส้น | 2 = ลูกกลิ้งป้อน | 3 = เปลี่ยนสถานี | 4 = เซ็นเซอร์ | 5 = ลูกกลิ้งฟิวเซอร์ | L1 = ระบบควบคุม