- 說明
- 功能繪圖
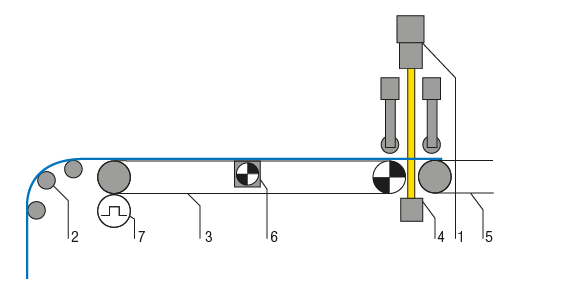
功能
利用 CCD 線陣相機、紅外線電眼或雷射三角測距電眼檢測帶條(鋼簾線)。電眼在兩條輸送帶之間的間隙中進行偵測。可以利用伺服驅動器(AG 9)從側面推動相機前方(從運輸方向看去)的輸送帶,亦即與材料運輸方向成 90° 角,以導正材料。相機之後的輸送帶或輪胎成型滾筒會將導正好的材料固定住。
應用範圍
帶條導正系統用於輪胎成型機,負責導正輪胎成型滾筒之前的帶條。
應用
一旦相機檢測到材料的尖端,輸送帶就會停止,並根據材料位置從側面調整輸送帶。在接下來的運輸期間,材料會在斜切區域內在外緣之後或切邊之後自行導正。在沒有切邊的區域內,導正模式會切換為「材料中心」。材料末端的斜邊緣會在一個外邊緣之後或切邊之後再次受到導正。 較寬材料(例如卡車輪胎)通常在切邊之後才進行導正,因為此處的切邊可能出於材料張力的緣故而偏歪,導致在材料邊緣之後進行導正可能會在成型滾筒上形成空隙(拼接不良)。
標準帶條導正
切邊後進行帶條導正
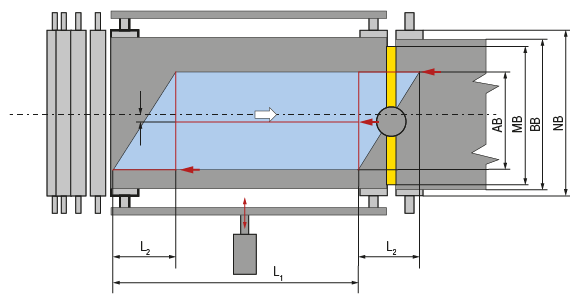
圖例說明
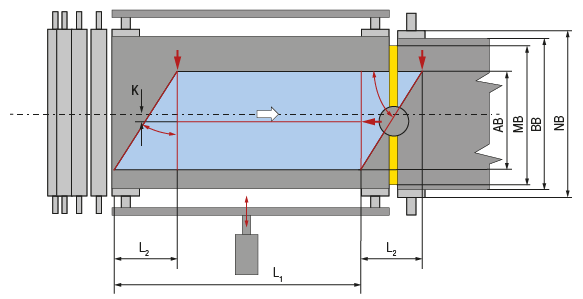
K = 幅面運行校正 | AB = 工作寬度 | MB = 測量範圍 | BB = 輸送帶寬度 | NB = 標稱寬度 | α = 切邊角度
1 = CCD 線陣相機 | 2 = 進料滾筒 | 3 = 輸送帶 | 4 = 發光器 | 5 = 輸送帶固定裝置 | 6 = 調節驅動器 | 7 = 增量編碼器 | L1 = 帶條長度 | L2 = 切邊長度






