- 説明
- 機能図解
機能
ベルト ストリップ (スチール コード) は、CCD カメラ、赤外線センサー、レーザー三角測量センサーを利用して検出されます。センサは 2 つのコンベア間の隙間を走査します。材料を制御するには、アクチュエータ (AG 9) を使用して、カメラの前のコンベア (搬送方向に見える) を横方向、つまり材料搬送方向に対して90°に動かすことができます。カメラまたはタイヤ製造ドラムの後のコンベヤが管理された材料を固定します。
用途
ベルト ストリップ制御システムはタイヤ製造機で使用され、タイヤ製造ドラムの前のスチールベルトを制御します。
アプリケーション
カメラが材料の先端を検出するとコンベアが停止し、材料の位置に応じて横方向に位置合わせされます。その後、さらに搬送される際に、材料は、外縁または切断刃自体に応じて、傾斜した切断刃の領域に誘導されます。刃先がない領域では制御モードが「材料中央」に変わります。 次に、材料の端部の面取りエッジの制御が、外エッジまたは切断エッジに応じて再度実行されます。切断エッジに応じた制御は、通常、幅の広い材料(トラックのタイヤなど)で実行されます。これは、材料の張力により切断エッジが完全に真っ直ぐでなくなり、材料エッジに応じて制御するとドラムに隙間(不良接合)が生じる可能性があるためです。
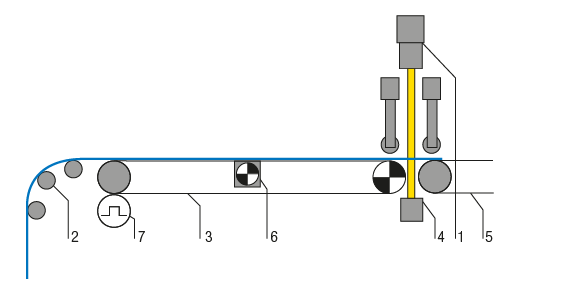
標準ベルトコンベヤコントロール
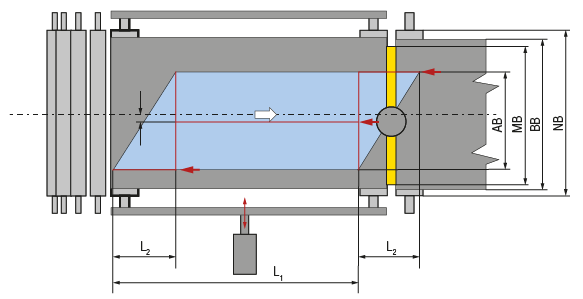
カットエッジに応じたベルトコンベヤコントロール
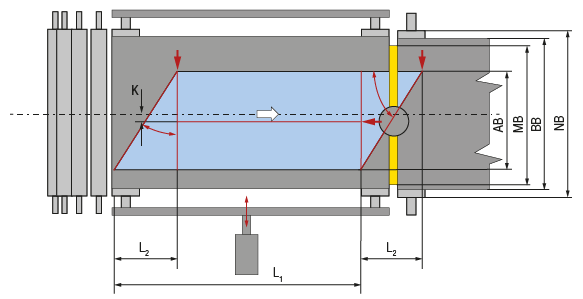
記号説明
K = ウェブ修正 | AB = 作業幅 | MB = 測定範囲 | BB = ベルト幅 | NB = 定格幅 | α = アングルカットエッジ
1 = CCDラインスキャンカメラ | 2 = ローラー入口部分 | 3 = コンベアベルト | 4 = 投光器 | 5 = コンベアベルト固定具 | 6 = アクチュエータドライブ | 7 = インクリメンタルエンコーダ | L1 = ベルトストリップ長さ | L2 = カッティングエッジ長さ






