- Description
- Plan fonctionnel
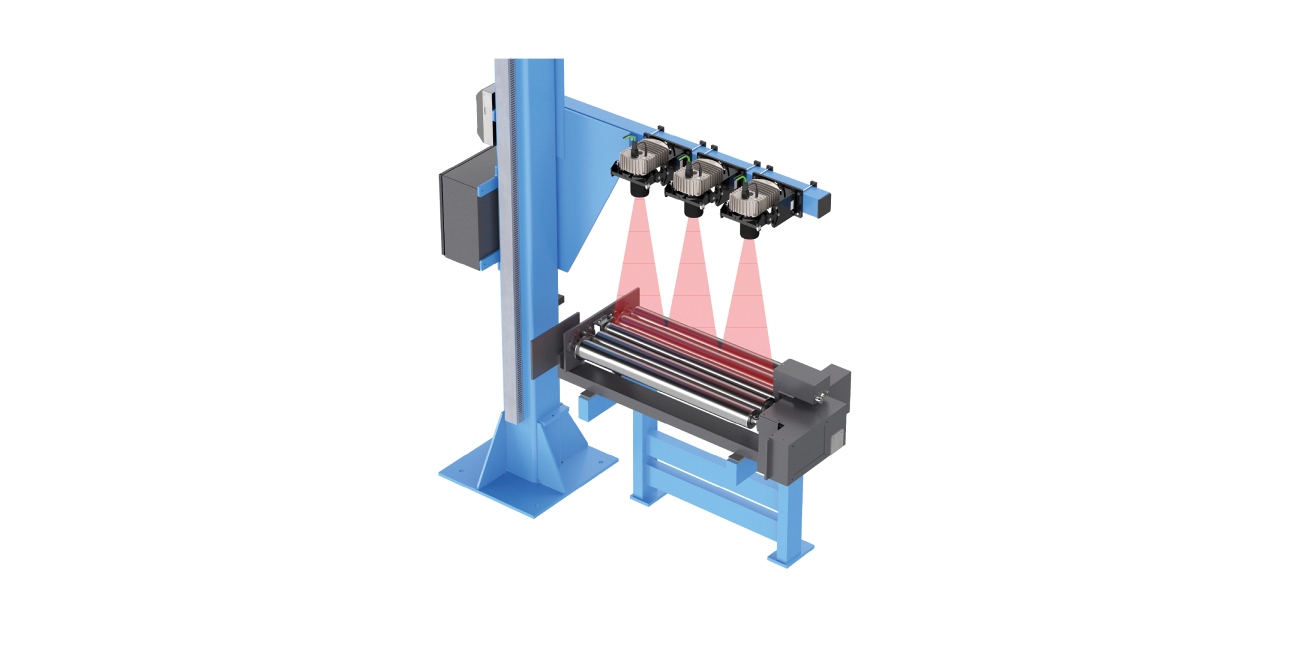
Fonctionnement
Le matériau peut être balayé avec jusqu'à trois caméras linéaires et une fréquence de balayage allant jusqu'à 10 kHz. Pour la détection « simple » de trous, la largeur des trous est mesurée et si celle-ci dépasse un seuil de tolérance réglable, un avertissement ou un défaut est signalé à l'API client. Lors de l'inspection des trous, la taille (surface) et la position des trous détectés est déterminée en plus et enregistrée sur un PC en rapport avec le transport de matériau. Pour la détermination exacte des tailles de trous, l'inspection des trous utilise des objectifs de caméra de précision de qualité supérieure. Le logiciel PC de E+L permet de générer des protocoles de rouleaux et d'afficher les trous détectés sous forme d'image 2D.
Domaine d'utilisation
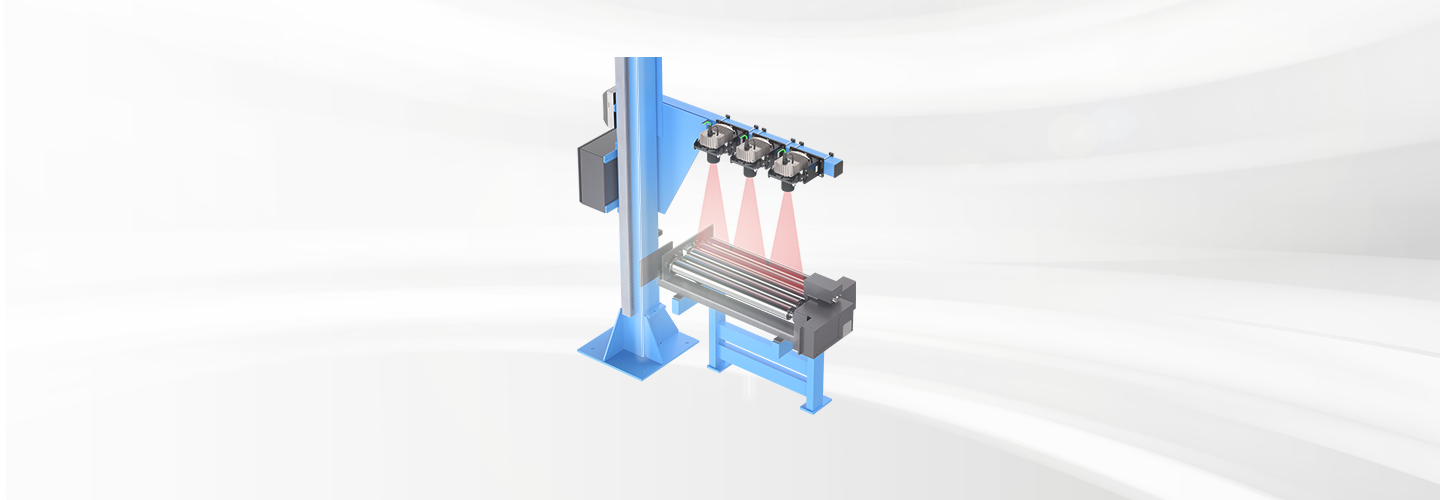
Le système d'inspection des trous et des épissures est utilisé dans les lignes Roller-Head et les machines de confection pneumatiques au niveau du guidage de la carcasse avant le tambour.
Application
Les systèmes d'inspection des trous et des épissures nécessitent une interruption de la bande transporteuse. La bande de matériau est mesurée par méthode par lumière transmise et doit se déplacer à un niveau stable au point de mesure.
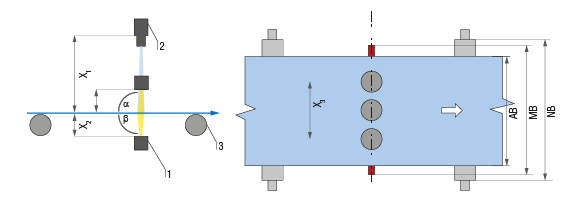
Légende
AB = Largeur de travail | MB = Étendue de mesure | NB = Largeur nominale | X1 = Écart entre la surface de la bande et les caméras | X2 = Écart de la surface de la bande par rapport à l'émetteur de lumière | X3 = Écart avec les caméras | α = Angle de la surface de la bande par rapport à la caméra | β = Angle de la surface de la bande par rapport à l'émetteur de lumière | 1 = Émetteur de lumière | 2 = Caméra CCD | 3 = Rouleau de guidage